-
E-mail
1650740367@qq.com
-
Phone
16602839833
-
Address
No. 118 Muyu Street, Gate 15, Luoshi Machinery
Luoshi Machinery (Chengdu) Co., Ltd
High performance heat exchange solution for chemical equipment - TCU temperature control unit
Date: 2025-12-19Read: 71
TCU temperature control unit: the core technology carrier for chemical heat exchange
The temperature control unit (TCU) is a specialized device that precisely regulates the temperature of the heat transfer medium through a closed-loop system, achieving efficient heat exchange in chemical equipment. Its core value lies in solving the pain points of large temperature fluctuations, delayed response, and high energy consumption in traditional heat exchange methods. It has become a standard equipment in fields such as API pharmaceuticals, fine chemicals, and polymer synthesis.
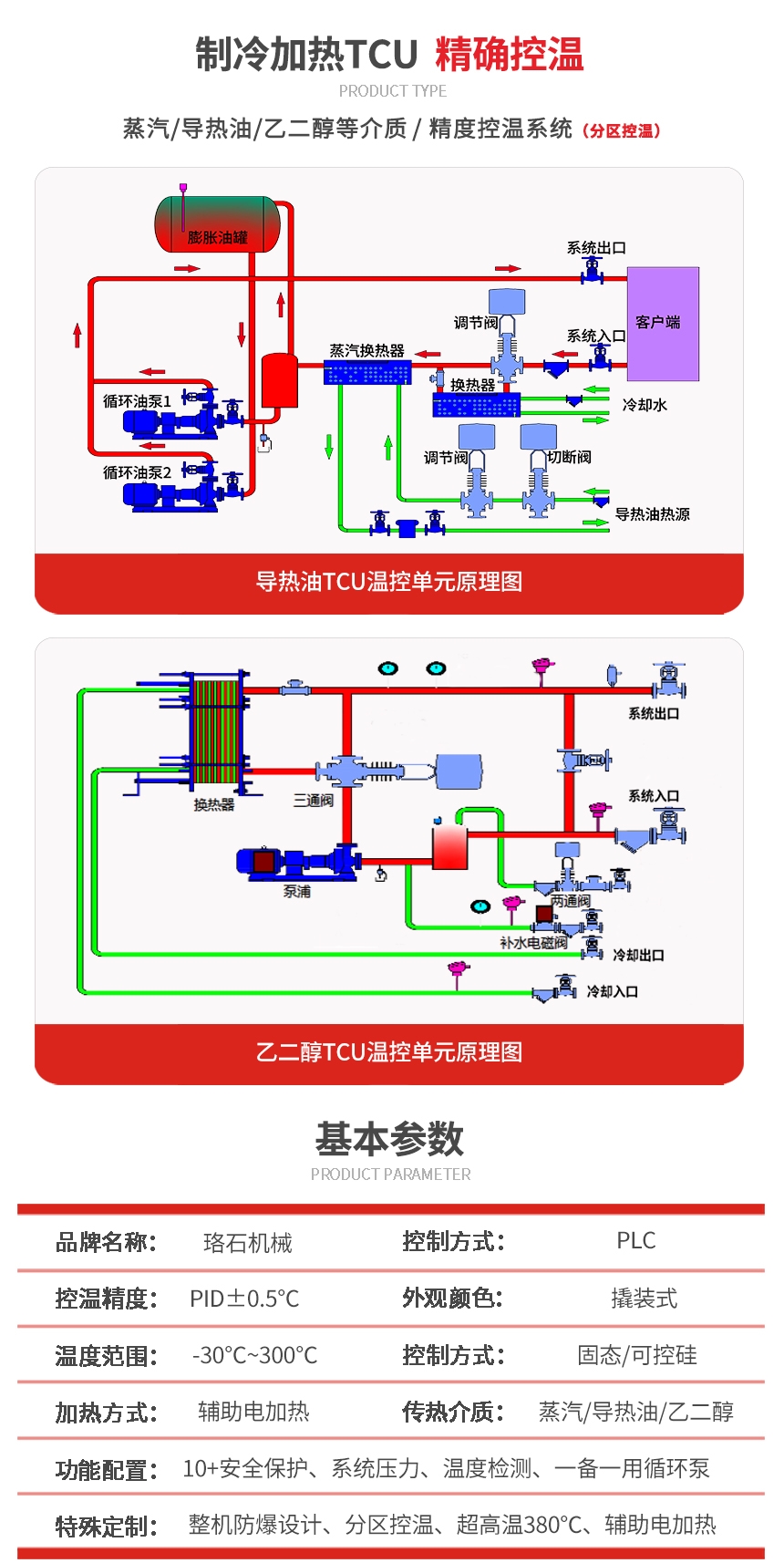
Working principle of TCU temperature control unit: precise control through multi module collaboration
The TCU system achieves temperature control through a "monitoring operation execution" closed loop, and its core components include:
1. Perception module: high-precision temperature sensor real-time collects the temperature of materials and heat transfer medium in the reaction kettle, with fast data refresh;
2. Control center: Based on PID algorithm (some models use AI adaptive algorithm), calculate the temperature difference value and dynamically adjust the heating/cooling power;
3. Execution unit: Plate heat exchanger, electric heating tube, and variable frequency circulating pump work together to transfer energy to the equipment jacket through heat transfer media (such as heat transfer oil and silicone oil);
4. Auxiliary system: The expansion tank maintains stable system pressure, the nitrogen sealing device prevents medium oxidation, and the standardized interface supports DCS system integration.
Core design points of high-performance solutions
1. Heat transfer efficiency optimization: full chain design from medium to structure
Heat transfer medium adaptation: Select a dedicated medium based on the temperature range - fluorinated refrigerant is used for the low temperature range (-80 ℃~-40 ℃), and synthetic heat transfer oil is used for the medium temperature range (-40 ℃~300 ℃);
Heat exchanger upgrade: Adopting 316L stainless steel plate heat exchanger, the heat transfer area can be customized to 20 square meters, and the heat transfer efficiency per unit area is 40% higher than that of tube heat exchanger. At the same time, it is equipped with self-cleaning flow channels to reduce the impact of fouling coefficient;
Optimization of circulation system: The variable frequency circulation pump achieves flow regulation from 0 to 50m ³/h, combined with a spiral winding jacket design, which improves the uniformity of material mixing in the kettle by 30% and avoids local overheating.
2. Safety and Compliance: Protection Design for Chemical High Risk Environments
Explosion proof rating: The motor, controller, and other components comply with Ex pxb IIB T4 Gb standards and are suitable for explosive environments such as solvent evaporation;
Pressure protection: equipped with dual pressure sensors and safety valves, automatically releasing pressure when the system pressure exceeds 0.6MPa;
Emergency response: Integrated emergency cooling module, which will initiate forced cooling within 10 seconds when overheating (such as exceeding the set value of 5 ℃) is detected, to avoid reaction loss of control.
Three step selection method
Clarify process requirements: determine the temperature control range (such as -30 ℃~250 ℃), accuracy (± 0.5 ℃ or ± 1 ℃), and load power (calculated based on the volume of the reactor, typically 15kW is required for a 100L reactor);
Evaluate installation conditions: Choose compact or modular models based on space, and choose water-cooled or air-cooled models based on utility conditions;
Consider additional features such as multi reactor control requirements (1 host can control 2-20 reactors), explosion-proof requirements, data traceability requirements, etc.