-
E-mail
18660167086@163.com
-
Phone
18660167086
-
Address
South section of No. 3 Road, East Industrial New City, Pingyin County, Jinan City, Shandong Province, south of Dongcheng Street
Shandong Qinglei Environmental Technology Co., Ltd
After sales guarantee for methanol spiral tube condenser
Date: 2025-12-24Read: 34
In the fields of chemical, energy, pharmaceutical and other industries, methanol serves as a core raw material and intermediate, and its efficiency and stability in the condensation process directly affect production safety and cost control. The methanol spiral tube condenser, with its unique spiral winding structure, material innovation, and intelligent control technology, has broken through the performance bottleneck of traditional equipment under high temperature and strong corrosion conditions. Through a "worry free after-sales" full life cycle guarantee system, it has become a key equipment for promoting industrial energy conservation and carbon reduction. Below, we will analyze how to achieve efficient operation and optimize maintenance costs from three aspects: technical principles, after-sales support system, and typical application cases.
1、 Technical principle: Three dimensional turbulence and structural innovation drive efficient heat transfer

The core of methanol spiral tube condenser lies in its spiral winding structure and material compatibility design:
Three dimensional spiral channel enhances heat transfer
The heat exchange tubes are wound in reverse at a helix angle of 3 ° -20 °, forming a multi-layered three-dimensional heat transfer network. The fluid generates a radial velocity component in the channel, which destroys the boundary layer thickness by 50% and increases turbulence intensity by 3-5 times. Experimental data shows that its heat transfer coefficient reaches 14000 W/(m ² ·℃), which is 20% -40% higher than traditional tube and tube heat exchangers, and the heat transfer efficiency per unit area is 3-7 times that of traditional equipment. For example, in the methanol concentration process, this equipment can achieve efficient heat exchange between -40 ℃ cold methanol and 120 ℃ hot methanol, with a heat recovery efficiency of over 95%.
Optimization of temperature gradient through countercurrent contact
Cold and hot fluids are designed to flow in reverse flow, with a temperature gradient. The heat recovery efficiency is ≥ 96%, and the sensible heat recovery rate exceeds 90%. In the natural gas liquefaction project, the processing capacity of a single equipment reaches 500 tons/hour, the system pressure drop is controlled within 0.05 MPa, and the condensation efficiency reaches 98%.
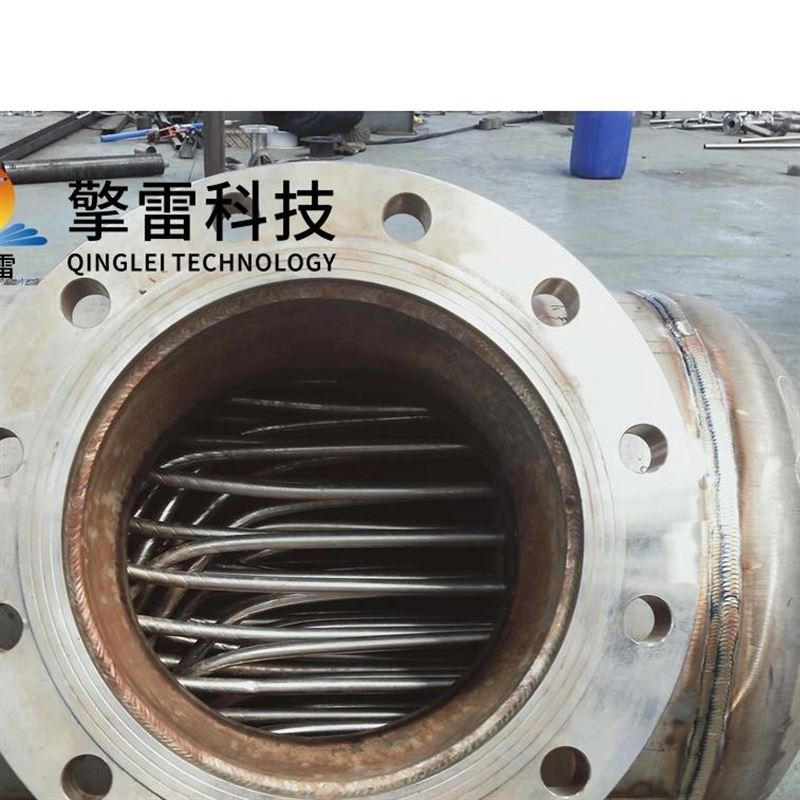
Self compensating structure reduces leakage risk
The elastic structure of the spiral tube bundle can automatically absorb the stress generated by thermal expansion and contraction, reducing the risk of leakage. Under the temperature difference condition of 500 ℃, the annual deformation of the equipment is ≤ 0.01mm, and the service life exceeds 15 years. For example, in an ethylene cracking unit, the rapid cooling oil condenser can withstand high temperatures (>400 ℃) and corrosive media, with a lifespan of over 5 years.
2、 Worry free after-sales service: four pillars of the full life cycle guarantee system
The after-sales guarantee system for methanol spiral tube condenser covers the entire process of design, installation, maintenance, and upgrade, achieving "worry free after-sales" through the following core services:
Intelligent monitoring and predictive maintenance
IoT sensors and AI algorithms: Real time monitoring of 20 key parameters such as pipe wall temperature gradient, fluid flow rate, corrosion rate, methanol concentration, etc., with an accuracy rate of fault warning>98%. For example, in the catalytic cracking unit of a refinery, the system predicts the risk of tube bundle corrosion 30 days in advance to avoid unplanned shutdowns.
Digital twin technology: Constructing a three-dimensional thermal field corrosion model to achieve remaining life prediction and cleaning cycle optimization, shortening the design cycle by 50%. A certain LNG liquefaction project optimizes the cleaning cycle through digital twins, saving 12000 tons of steam annually.
Edge computing deployment: AI chip realizes localization decision, and response time is less than 100ms to ensure stable operation of equipment under complex working conditions.
Modular design and rapid response maintenance
Standardized modules support single tube bundle replacement: maintenance costs are reduced by 40%, and cleaning cycles are extended to 6-12 months. For example, after adopting modular design in a coal chemical project, the equipment footprint has been reduced to 70% of traditional equipment, saving over one million yuan in plant costs.
National after-sales service network: equipped with a professional engineering team and spare parts warehouse, committed to "4-hour response and 24-hour on-site". In the event of a cooling failure in the main engine of an ocean going cargo ship, remote guidance was provided to the crew to replace the filter and avoid losses due to suspension.
Material Innovation and Long Life Design
Classification material scheme:
316L stainless steel: Corrosion rate<0.005 mm/year in 85% methanol, with a lifespan of over 10 years, suitable for conventional chemical applications.
Titanium alloy/silicon carbide composite tube bundle: temperature resistance range covers -196 ℃ to 1200 ℃, suitable for concentrated sulfuric acid, molten salt and other media, and can operate continuously for 5 years without corrosion in wet chlorine gas environment.
Carbon steel lined with rubber or PTFE: Balancing strength and corrosion resistance, suitable for methanol water mixed media.
Anti crystallization design: steam tracing jacket is installed on the tube side to prevent methanol crystallization and blockage of the flow channel at low temperatures; The shell side adopts a large flow channel design with a flow rate greater than 1.5 m/s, reducing crystal deposition and extending the cleaning cycle to 12-18 months.
Full process compliance support and green upgrade
Compliance document support: Provide full process documents from material certification, welding inspection reports to GMP verification to ensure that equipment complies with international standards such as FDA and ASME BPE. For example, a pharmaceutical manufacturing company has improved its product qualification rate by 5% through the use of double tube plate aseptic design (temperature fluctuation ≤± 0.3 ℃).
Energy saving renovation and waste heat recovery: A certain thermal power plant adopts this equipment for boiler flue gas waste heat recovery, reducing system heat consumption by 12%, saving about 1.2 million kWh of electricity annually, and reducing CO ₂ emissions by over 1000 tons.
3、 Typical application case: Cross disciplinary practice from chemical engineering to new energy
In the field of chemical engineering, the solvent recovery rate has been increased by 20% in the toluene xylene separation process, resulting in an annual cost savings of over 5 million yuan; In antibiotic synthesis, precise temperature control of ± 0.5 ℃ is achieved, and the purity of the product is increased to 99.95%.
In the energy sector, in the 600MW coal-fired unit exhaust temperature reduction project, the power generation efficiency increased by 1.2% and the annual fuel cost was saved by 5 million yuan; Realize wide temperature range operation from -20 ℃ to 90 ℃ in PEM electrolysis cell, with hydrogen purity reaching 99.999%.
Environmental protection field: In the RTO incinerator system, preheating exhaust gas reduces fuel consumption by 30% and VOCs emission concentration by 50%; In the carbon capture project, 98% of CO ₂ gas liquefaction is achieved at -55 ℃.
4、 Future Trends: Intelligent and Green Upgrades
With the advancement of the "dual carbon" target, methanol wrapped spiral tube condensers will develop in the following directions:
AIoT deep fusion: 0.01mL/s level micro leakage is identified through convolutional neural network (CNN), and millisecond level parameter adjustment is achieved by combining 5G+edge computing, reducing unplanned downtime by 60%.
Digital twin and CFD simulation: design cycle shortened by 50%, remaining life prediction error<8%, comprehensive energy efficiency improved by 12% -15% after optimizing operating parameters.
Green materials and closed-loop utilization: Developing silicon carbide graphene composite materials (thermal conductivity>300W/(m · K)), establishing a titanium alloy waste recycling system, and reducing carbon emissions from a single device by 30%.
Innovation in leasing mode: Modular leasing reduces initial investment for enterprises and shortens the investment payback period to 1.5 years.
Conclusion
The methanol winding spiral tube condenser has built a "high-efficiency, reliable, economical, and environmentally friendly" technical system through spiral winding structure, material innovation, and intelligent control. Its worry free after-sales full life cycle guarantee system not only solves the pain points of traditional equipment under high temperature, corrosion, scaling and other working conditions, but also significantly reduces users' operation and maintenance costs and safety risks through modular design, predictive maintenance, self-cleaning and other functions. Driven by the dual goals of "dual carbon" and industrial energy efficiency improvement, this equipment will become a key tool for promoting green transformation in industries such as chemical, energy, and pharmaceuticals, injecting new momentum into sustainable industrial development.
Last Article: Laundry detergent reaction kettle
Next Article: Worry free after-sales service for reactor heating plate fin heat exchanger