-
E-mail
18660167086@163.com
-
Phone
18660167086
-
Address
South section of No. 3 Road, East Industrial New City, Pingyin County, Jinan City, Shandong Province, south of Dongcheng Street
Shandong Qinglei Environmental Technology Co., Ltd
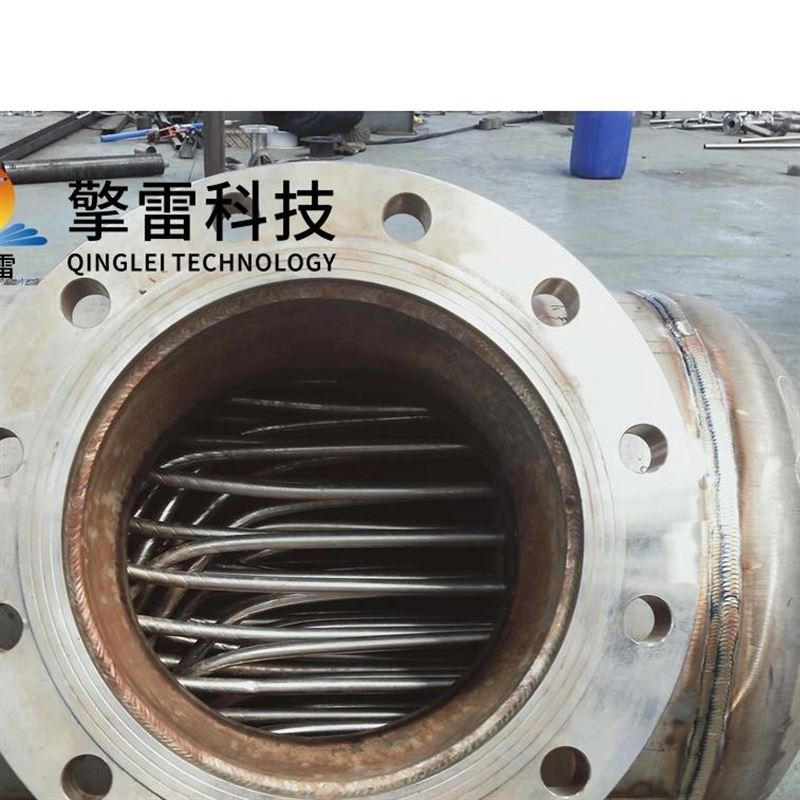
Distillation reactor
Date: 2025-12-25Read: 47
1、 Core Function: A "Precision Engine" for Material Separation and Purification
The distillation reactor utilizes the principle of phase change separation to achieve efficient purification by utilizing the boiling point differences of each component in the mixture. Its core functions cover three major scenarios:
Multi component separation
Gas liquid two-phase countercurrent contact is achieved through distillation trays or packing materials (such as regular packing and bulk packing), with light components (low boiling point) enriched at the top of the tower and heavy components (high boiling point) concentrated at the bottom of the tower. For example, in petroleum refining, a distillation reactor can fractionate crude oil into products such as gasoline and diesel. When the theoretical number of trays reaches 30 per meter, the separation efficiency can be improved by 40%.
Purification of thermosensitive substances
The vacuum distillation system reduces the operating pressure (such as vacuum degree ≤ -0.09MPa) to lower the boiling point of the material and avoid high-temperature decomposition. For example, in the purification of antibiotics in biopharmaceuticals, the content of key components is controlled through an online monitoring system, and the product qualification rate reaches 99.9%.
Solvent recovery and recycling
In chemical production, distillation reactors can recover organic solvents such as methanol and ethanol, reducing raw material costs. A certain project optimized the reflux ratio (3:1) to achieve a fuel ethanol purity of 99.9% and an annual production increase of 50000 tons.
2、 Technical feature: Integration of structural innovation and intelligent control
Modular structural design
Kettle body: Adopting a double-layer jacket design, it supports steam, thermal oil or electric heating, and adapts to different medium characteristics. For example, the corrosion resistance of the titanium alloy kettle body is increased by three times, making it suitable for environments such as seawater desalination.
Distillation tower: The composite tray structure (such as float valve+sieve design) increases processing capacity by 30% and reduces pressure drop by 20%.
Reboiler: Scraper reboiler is designed for high viscosity materials such as resins, with a 50% increase in heat transfer coefficient and a 60% decrease in scaling rate.
Intelligent control system
Real time monitoring: Temperature, pressure, flow rate and other parameters are collected through a sensor network, and the Model Predictive Control (MPC) algorithm automatically adjusts the reflux ratio to control product purity fluctuations within ± 0.2%.
Digital twin technology: Visualize equipment status in petrochemical plants, advance fault warning time by 72 hours, and reduce maintenance costs by 40%.
Energy saving optimization: Heat pump technology recovers the latent heat of steam at the top of the tower, reducing energy consumption by 25%; The waste heat recovery system increases energy utilization by 20%.
Breakthrough in Materials Science
Ceramic fillers: remain stable at high temperatures of 500 ℃ and are suitable for catalytic distillation processes.
Graphene coated heating element: response speed increased by 5 times, and heating uniformity significantly improved.
Dual phase steel material: corrosion resistance increased by 3 times, extending equipment life to more than 5 years.
3、 Industry application: Full scene coverage from laboratory to industrialization
petrochemical
Crude oil fractionation: Processing catalytic cracking gasoline, increasing octane value by 2 units through selective hydrogenation catalyst, and achieving product quality that meets the National VI standard.
Oil refining: The annual processing capacity of the vacuum distillation tower exceeds 3 million tons, meeting the needs of large-scale production.
pharmaceutical industry
Drug purification: In the production of high-purity antibiotics, the online monitoring system controls the content of key components, and the product qualification rate reaches 99.9%.
Solvent recovery: The organic solvent recovery rate in vaccine production has been increased to 98%, reducing resource waste.
Food and spices
Alcohol purification: the methanol removal efficiency in the production of Baijiu meets the GB 2757-2012 standard.
Essence extraction: Precise temperature control (± 0.1 ℃) increases the extraction rate of rose essential oil by 15%, and the quality reaches the international standard.
environmental protection field
Wastewater treatment: COD value of printing and dyeing wastewater is reduced by 75%, achieving standard discharge.
Exhaust gas recovery: The exhaust gas recovery system reduces VOCs emissions and helps achieve carbon neutrality goals.
4、 Selection and Maintenance: Key Parameters and Operating Standards
Key selection points
Material matching: Glass lining is preferred for strong acid environments, 316L stainless steel is selected for sterile production, and titanium alloy is used for high-purity materials.
Volume calculation: Select according to the feeding amount, reserve 20% safe space, and avoid resource waste.
Mixing design: Anchor type mixing is used for high viscosity materials, and vortex wheel type mixing is used for gas-liquid reactions to ensure uniform mixing.
Maintain standards
Daily inspection: Regularly calibrate instrument sensors, tighten connecting bolts, and replace lubricating oil.
Sealing maintenance: If a leak is found, immediately shut down the machine. After passing the pressure test and finding no leaks, it can be reused.
Shutdown treatment: Clean the kettle body and process pipelines, clean the filtration device, and prevent residual corrosion of the equipment.
5、 Future trend: Green and intelligent driving industrial upgrading
Green Manufacturing Technology

Low temperature distillation: Optimize process conditions to reduce reaction temperature (such as from 80 ℃ to 50 ℃) and reduce energy consumption.
Solvent substitution: Biobased solvents replace traditional media, reducing carbon emissions by 40%.
Intelligent upgrade
AI process optimization: Machine learning analyzes historical data and automatically adjusts parameters such as mixing speed and temperature curve.
Modular design: supports quick replacement of components, reduces downtime, and enhances production flexibility.
Compact equipment
Microreaction technology: Microchannel reaction vessels achieve continuous production, improving safety and yield.
Integrated system: reaction distillation condensation integrated equipment, reducing footprint and lowering investment costs.
Conclusion
As the core equipment of chemical distillation, the technological evolution of distillation reaction kettle is profoundly affecting the production mode of industries such as petroleum, pharmaceuticals, and food. From structural innovation to intelligent control, from green manufacturing to modular design, every breakthrough in distillation reactors is driving the industry towards more efficient and sustainable development. In the future, with the deep integration of materials science and digital technology, distillation reactors will further unleash their potential and provide a stronger "Chinese solution" for global chemical production.