-
E-mail
shouwang6368@126.com
-
Phone
18051034886
-
Address
No. 19, Tuanshan East Road, Lishui Economic Development Zone, Nanjing City
Product Categories
Nanjing Shouwang Machinery Equipment Co., Ltd


Solid feeding device for reaction kettle
NegotiableUpdate on 01/05
- Model
- Nature of the Manufacturer
- Producers
- Product Category
- Place of Origin
Overview
The solid feeding device for reaction vessels is a key equipment in the production processes of industries such as chemical, pharmaceutical, and food. Its core goal is to solve the problems of dust pollution, large measurement errors, and low efficiency in traditional manual feeding through a fully enclosed design. This device can adapt to various material forms such as ton bags, small bags, and bulk powders, achieving dust-free transportation and precise feeding from storage to reaction vessels, ensuring a clean production environment and stable product quality.
Product Details
Solid feeding device for reaction kettleIt is a key equipment in the production processes of industries such as chemical, pharmaceutical, and food. Its core goal is to solve the problems of dust pollution, large measurement errors, and low efficiency in traditional manual feeding through fully enclosed design. This device can adapt to various material forms such as ton bags, small bags, and bulk powders, achieving dust-free transportation and precise feeding from storage to reaction vessels, ensuring a clean production environment and stable product quality.
Composition of solid feeding device for reaction kettle:
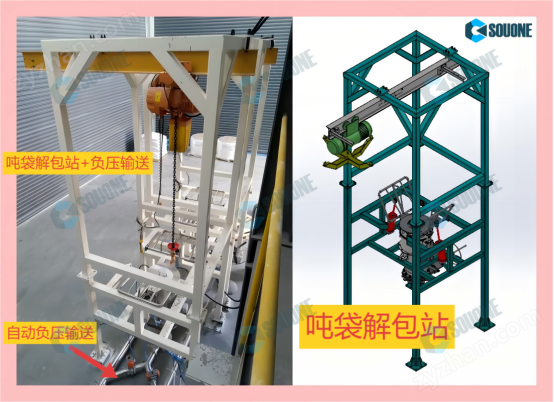
Loading unit
Vacuum feeder: Using a Roots vacuum pump to generate negative pressure, the powder is sucked from the storage tank into the separation container, and gas-solid separation is achieved through a cyclone separator. The material falls into the silo.
Ton bag unpacking machine: directly connects to ton bags or packaging bags, automatically unpacks and transports materials, avoiding dust pollution caused by manual bag unpacking.
Spiral conveyor: suitable for short distance and small batch material transportation, achieving stable material pushing through spiral rotation.
Measurement unit
Weightless measuring device: Real time monitoring of material weight changes through high-precision sensors, with a measuring accuracy of ± 0.3% -0.5%, supporting multi-component formula management, and one click switching of production tasks.
Weighing silo: equipped with high-precision sensors to accurately measure the amount of each feeding, ensuring consistent product quality.
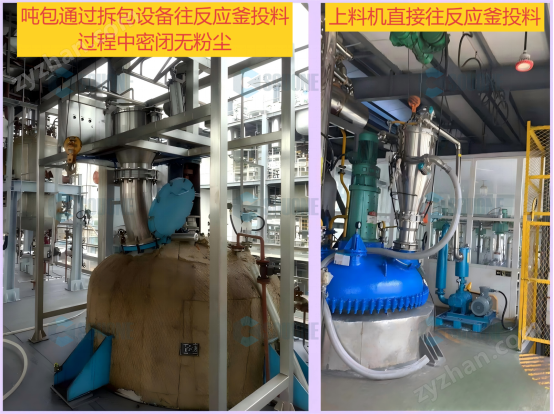
Feeding unit
Spiral feeder: Accurately feeding the measured material into the reaction vessel through spiral rotation, suitable for closed reaction vessels.
Pneumatic conveying feeding: using compressed air to transport materials to the reaction vessel, suitable for open reaction vessels or long-distance conveying.
Dust removal unit
Pulse bag filter: Real time collection of scattered dust during feeding, metering, and feeding processes to ensure that the air quality in the workshop meets hygiene requirements, with a dust leakage rate of less than 0.1%.
Control system
PLC intelligent control: As the "brain" of the entire device, the PLC system receives sensor signals and automatically adjusts the equipment status according to preset programs, achieving full process automation control.
Remote monitoring and alarm: supports integration with MES system, real-time monitoring of feeding quantity and equipment status, and can be remotely operated or receive fault alarms.

Solid feeding device for reaction kettleThe usage process:
Preparation before use: the foundation for ensuring safety and efficiency
Equipment inspection and debugging
Mechanical structure inspection: Confirm that the screw conveyor, vibrator, pneumatic valve and other components are not loose or worn, check the sharpness of the blades of the ton bag unpacking machine to avoid material residue during unpacking.
Electrical system testing: Start the self-test program through the PLC control panel to verify whether the signal feedback of sensors (weighing, pressure, flow), motors, dust collectors and other equipment is normal.
Sealing verification: Close all feeding ports, start the vacuum pump to evacuate to the set pressure, observe whether the pressure gauge is stable, and ensure that the system has no leaks (leakage rate should be less than 0.5%).
Material and parameter matching
Material characteristic confirmation: Adjust equipment parameters based on the flowability, moisture absorption, particle size distribution, and other characteristics of the powder.
Easy to absorb moisture: Start the dehumidification module in advance to control the environmental humidity to ≤ 40%.
Process parameter setting: Input parameters such as feeding amount, speed, time, etc. in the PLC system, and set the sequence and interval time of multi-component feeding (such as feeding catalyst first and then feeding main material).
Safety protection measures
Personal protection: Operators are required to wear dust masks, goggles, anti-static gloves, and anti-static clothing when dealing with flammable and explosive materials.
Environmental isolation: Set up enclosures or negative pressure isolation covers in the feeding area to prevent dust from spreading to other sections.
Emergency preparedness: Check if the fire extinguisher, emergency stop button, and explosion-proof ventilation system are in working condition.
Feeding operation process:
Material loading
Ton bag feeding:
Lift the ton bag onto the dismantling machine bracket, secure the bag opening, and activate the automatic cutting device.
The material falls into the intermediate bin by gravity, and at the same time, the dust collector is activated to collect the dust released during the unpacking process.
After the silo is full, close the feed valve and prepare for measurement.
Small bag feeding:
Manually pour the small bag material into the buffer hopper of the vacuum feeder, and start the vacuum pump to suck the material into the separation container.
The cyclone separator achieves gas-solid separation, with solids falling into the metering bin and gases filtered by the dust collector before being discharged.
Accurate measurement
Weightless measurement:
The initial weight of the measuring warehouse is reset to zero, and the screw conveyor is started to discharge at the preset speed.
The weighing sensor monitors weight changes in real-time, and the PLC dynamically adjusts the screw speed based on the weight loss rate to ensure that the actual feeding amount deviates from the set value by ≤ 0.5%.
When approaching the target value, the spiral decelerates to low-speed mode to achieve a "soft landing" feeding and avoid overloading.
Volumetric measurement (backup):
When the weighing sensor malfunctions, it can be indirectly measured by the number of spiral rotations or time, but the accuracy is low (± 2% -3%), only suitable for scenarios where the proportioning requirements are not strict.
Dust free feeding
Sealed feeding:
After the measurement is completed, open the pneumatic sealing valve at the feeding port of the reaction kettle and start the screw conveyor to push the material into the kettle.
During the feeding process, the reactor agitator runs at low speed (50-100rpm) to prevent material clumping.
Pneumatic assisted feeding:
For materials with extremely poor fluidity (such as ultrafine powders), compressed air can be used to blow the material from the measuring bin into the reaction kettle, while turning on the circulating fan inside the kettle to avoid material deposition.
Process monitoring and adjustment
Real time data feedback:
The PLC screen displays parameters such as the current feeding amount, remaining amount, feeding speed, and equipment status (such as screw operation and dust collector operation).
Exception handling:
Blockage: Immediately stop the machine and start the blowback device (compressed air pulse) to clean the screw conveyor, or manually clear it with a hose.
Excess/Shortage: The system automatically triggers an alarm, and the operator needs to review the parameter settings or check if the sensor is faulty.
Dust collector malfunction: Emergency switch to backup dust collector, while shutting down for maintenance to prevent dust leakage.
Cleaning and maintenance after feeding:
Residual material cleaning
CIP online cleaning:
Close all material valves and inject cleaning solution (such as water or solvent) into the measuring bin and screw conveyor.
Start the spiral to rotate at low speed, and use a high-pressure water gun to flush the inner wall. The cleaning solution is discharged through the bottom discharge port.
After cleaning, dry the inside of the equipment with compressed air to prevent residual moisture from causing material clumping.
Manual cleaning:
For blind spots (such as the root of the spiral shaft and the sealing surface of the valve), it is necessary to disassemble the components and manually wipe them to ensure that there are no residues.
Key component maintenance
Spiral conveyor: Check the wear of spiral blades every month and replace blades with wear exceeding 30%; Add lubricating grease to the bearings every quarter.
Dust collector: Clean the dust on the surface of the filter bag every week and replace the damaged filter bag every 3 months; Perform action testing on the pulse valve to ensure the blowback effect.
Weighing sensor: Calibrate once a year with standard weights to avoid measurement drift.
Data recording and optimization
Record the feeding amount, time, and equipment failure information for each batch, and analyze the reasons for fluctuations in feeding efficiency (such as an increase in spiral blockage frequency due to changes in material humidity).
Optimize parameters based on historical data (such as increasing summer feeding speed to compensate for the decrease in flowability caused by increased material moisture absorption).